等离子弧焊接的特点操作规程及注意事项
发布时间:2019-04-27 14:26 信息来源:雷锘特新材料(苏州)有限公司
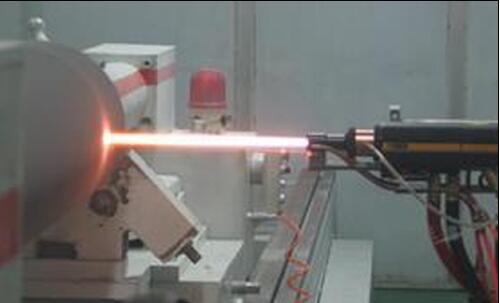
等离子弧焊是一种焊接方法,他是利用离子弧作为热源的工作原理,是一种常用的金属和非金属材料切割工艺方法。气体通过电弧加热产生离解,在高速通过水冷喷嘴时受到压缩,增大能量密度和离解度,形成等离子弧。
一,概述
一般来说将等离子枪用阳极与阴极之间的自由电弧压缩成高温、高电离度及高能量密度的电弧统称为等离子弧。一般都被广泛应用于焊接、喷涂、堆焊以及切割等方面。
二,种类
等离子弧按照电源供电方式有三种类型:
1,非转移型弧,主要用于非金属材料的焊接与切割,也可用于等离子喷涂
2,转移型弧,主要用于金属材料的焊接与切割。
3,联合弧,主要用于30A以下的微束等离子弧焊接。
三,等离子弧焊接方法及特点
1,穿透型等离子弧焊,主要用于1.6~9mm的焊件单道焊(双面成形)。其特点有:①气孔少。②焊缝横向变形小。③对厚板可实现单道焊。④焊接可变参数多,参数区间窄。⑤主要以自动施焊。⑥焊枪对焊接质量影响大,喷嘴寿命短。⑦除铝及铝合金外,大多仅限平焊位置。
2,熔透型等离子弧焊,总的来说与钨极氩弧焊差不多,主要用于薄板或厚板多层焊。其中30A以的熔透型等离子弧焊也称作微束等离子弧焊。
四,等离子弧能焊的金属材料
1,凡是氩弧焊能焊的材料均可用等离子弧焊接,比如:碳钢、耐热钢、模具钢、蒙乃尔合金、可伐合金、钛合金、铜合金、铝合金、镁合金等等。
2,除铝、镁及其合金外,其余材料均可用直流正接法进行焊接。铝、镁及其合金采用交流(最好选用脉冲变极)或直流反接法(仅限薄板)焊接。
3,等离子弧焊接常见缺陷主要是①咬边。②气孔。
五,使用等离子弧焊接的场合
等离子弧焊中,小孔法只能采用自动操作,熔透法可采用手工操作及自动操作。
1,手工熔透法等离子孤焊接的最佳电流范围是0.1~50A,当电流超过50A时,使用氩孤焊更为经济!
2,手工等离子弧焊特别适合需要反复引燃电弧而又无法精确控制弧长的焊接工艺,比如:焊接丝网等。
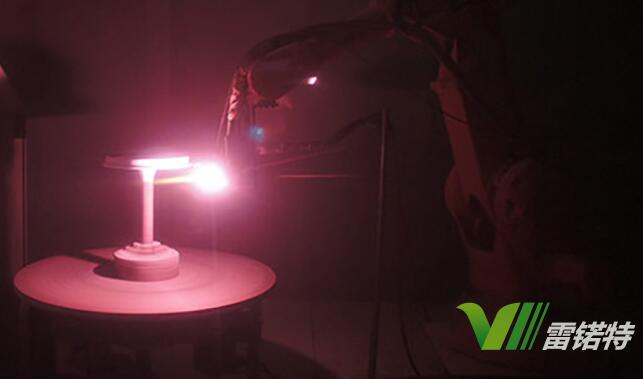
3,熔透法自动操作焊接应用也很广,特别是微束等离子弧焊接小型精密元件,比如:医疗元件、光学仪器元件、精密仪器元件、膜盒及波纹管等。
4,可焊超薄件(小于0.2mm)。
5,可焊最易实现单面焊双面成形的方法,即小孔法,一般焊接厚度为:1.6~9mm。
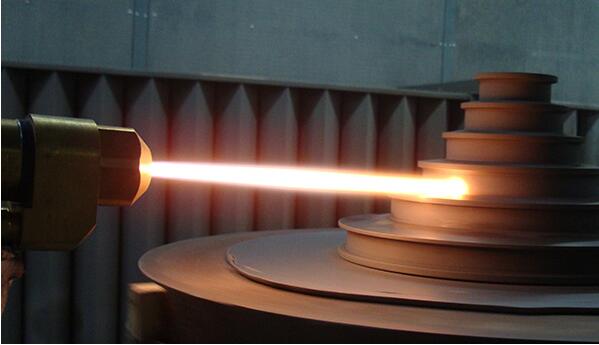
六、全方位等离子喷涂设备的操作规程
1.打开冷水机和开关,双压缩指示灯要亮,查看冷却水压力表一般达到0.9MPa打开气瓶并打到指定压力指数
2.打开等离子电源,并用手触摸等离子电源箱侧面的风口是否有风排出,
3.开启控制柜电源,打开急停按钮,检查所有气体压力参数是否达到指定的标准
4.点击解除报警,报警解除后,点击净化3~5秒,并查看净化过程中喷嘴和枪机,是否有漏水现象,净化后如漏水,请点击高频测试,看电极头和转换箱内是否有放电现象
5.其余喷嘴出现高频后,点击启动,并观察喷涂电压值
6.等火焰稳定后输入所需要的喷涂功率后,点击确定,喷枪就会达到所设定的功率值
7.根据喷涂所需要的材料所在的送风图案,选择送风一或者送风二,打开送风机的开关,检查送风机是否有连续风送出
8.看到火焰有粉末后,观察火焰颜色是否正常
9.送风大小或者看送风陶瓷嘴是否对着火焰中心
10.气体流量大小以及压力冲突过程中,可根据火焰来,调节送风量的大小
11.喷涂工作前先清理工作范围,地面上的工具等,防止工作中出现事故
12.本工业喷涂完毕后,需要喷涂下个工件时,如安装期间所用的时间不长,可点击待机,安装工件后再点击运行,可继续喷涂工件
13.在喷涂过程中如若发现,铜点响应及时关闭送风器和急停,更换喷嘴,工作完毕后先关闭锁开关,再点击停止,再关闭控制柜
七、注意事项
等离子弧的稳定性直接影响着切割质量,等离子电弧不稳定现象,会导致切口参差不齐、积瘤等缺陷,也会导致控制系统的相关元件寿命降低,喷嘴、电极频繁更换。针对此现象,进行分析并提出一些办法。
1、气压或流量过低
等离子弧切割机工作时,如工作气压远远低于说明书所要求的气压,这意味着等离子弧的喷出速度减弱,输入空气流量小于规定值,此时不能形成足够多的带有高能量、高速度的负离子,从而造成切口质量差、切不透、切口积瘤的现象。气压不足的原因有:输入空气压力或流量不足,切割机空气调节阀调压过低,电磁阀内有油污,气路不通畅等。
解决方法是:使用前注意观察空压机输出压力显示,如不符合要求,可调整压力或检修空压机。如输入气压已达要求,应检查空气过滤减压阀的调节是否正确,表压显示能否满足切割要求。否则应对空气过滤减压阀进行日常维护保养,确保输入空气干燥、无油污。如果输入空气质量差,会造成电磁阀内产生油污,阀芯开启困难,阀口不能完全打开。另外,割炬喷嘴气压过低,还需更换电磁阀;气路截面变小也会造成气压过低,可按说明书要求更换气管。
2、气压过高
若输入空气压力远远超过0.45MPa,则在形成等离子弧后,过大的气流会吹散集中的弧柱,使弧柱能量分散,减弱了等离子弧的切割强度。造成气压过高的原因有:输入空气调节不当、空气过滤减压阀调节过高或者是空气过滤减压阀失效。
解决方法是:检查空压机压力是否调整合适,空压机和空气过滤减压阀的压力是否失调。开机后,如旋转空气过滤减压阀调节开关,表压无变化,说明空气过滤减压阀失灵,需更换。
3、割炬喷嘴和电极烧损
因喷嘴安装不当,如丝扣未上紧,设备各挡位调整不当,需用水冷却的割炬在工作时,未按要求通入流动的冷却水以及频繁起弧,都会造成喷嘴过早损坏。
解决方法是:按照切割工件的技术要求,正确调整设备各挡位,检查割炬喷嘴是否安装牢圄,需通冷却水的喷嘴应提前使冷却水循环起来。切割时,根据工件的厚度调整割炬与工件之间的距离。
4、地线与工件接触不良
接地是切割前一项必不可少的准备工作。未使用专用的接地工具,工件表面有绝缘物及长期使用老化严重的地线等,都会使地线与工件接触不良。
解决措施:应使用专门的接地工具,并检查是否有绝缘物影响地线与工件表面接触,避免使用老化的接地线。
5、火花发生器不能自动断弧
等离子切割机工作时,首先要引燃等离子弧,由高频振荡器激发电极与喷嘴内壁之间的气体,产生高频放电,使气体局部电离而形成小弧,这一小弧受压缩空气的作用,从喷嘴喷出以引燃等离于弧,这是火花发生器主要的任务。正常情况下,火花发生器的工作时间只有0.2~0.5s,不能自动断弧的原因一般是控制线路板元件失调,火花发生器的放电电极间隙不合适。
解决措施:应经常检查火花发生器放电电极,使其表面保持平整,适时调整火花发生器的放电电极间隙与割炬电极喷嘴之间的间隙相适应,必要时更换控制板或更换电极喷嘴。
6、离子气的旋转
旋转的离子气有利有提高等离子弧的挺直度同时更具稳定性。因此,我们要选用会使离子气旋转的分配器。
7、其他
除以上原因外,电流和喷嘴孔径的配合、切割速度(恒定)、切割时割炬与工件的位置、离子气和保护气的种类,以及操作者的个人因素等,都对等离子弧的稳定性起作用。